The post Air Separation Plant Reduces Azole Discharge, Heat Exchanger Corrosion, and Chemical Costs with MultiCuRE™ appeared first on ChemTreat, Inc..
]]>A large industrial air separation company in the Southern US was feeding an azole-based product to inhibit corrosion in their brass and mild steel heat exchangers.
The plant was looking for an alternative treatment program to reduce azole discharge into local waterways while improving corrosion rates.
The Solution
ChemTreat began implementing proprietary MultiCuRE, a low-azole corrosion inhibitor, which works by forming a hydrophobic, halogen-resistant film on metal surfaces to reduce corrosion.
The product was base fed via mass balance and verified with an on-line azole residual detection probe. Treatment performance was monitored with corrosion coupons and on-line corrators.
The Results
Containing 80% less azole than the incumbent treatment program, MultiCuRE enabled the air separation plant to reduce azole discharge, helping them meet their environmental goals.
The improved cost performance of MultiCuRE over the azole-based program allowed the facility to reduce water treatment chemical spend.
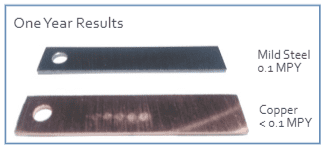
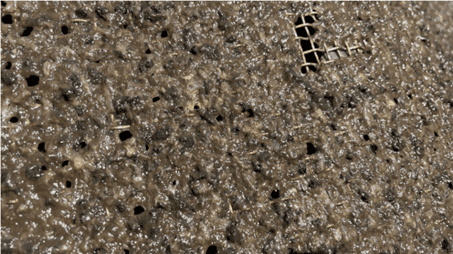
The plant also saw a significant improvement in corrosion rates. Brass corrosion decreased from 2.1 to 0.4 mpy, and mild steel corrosion decreased from 2.3 to 1.6 mpy.
5X brass corrosion reduction
1.4X mild steel corrosion reduction

Corrosion coupon showing the hydrophobic film formed by MultiCuRE
Based on the product’s positive impact on environmental goals and chemical costs, the company continued using MultiCuRE after the initial trial ended and plans to implement it at other facilities.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Air Separation Plant Reduces Azole Discharge, Heat Exchanger Corrosion, and Chemical Costs with MultiCuRE™ appeared first on ChemTreat, Inc..
]]>The post Combined Cycle Power Plant Reduces Condensate Cation Conductivity with Non-Amine Filming Technology appeared first on ChemTreat, Inc..
]]>A 2×1 combined cycle power plant in the Northeast US ceased baseload operation and began cycling because of fluctuating power prices. This resulted in varying periods of layups that could last up to two weeks, increasing corrosion potential in the steam and feedwater systems of their two heat recovery steam generators (HRSGs). The facility also saw an increase in iron transport during each startup.
The plant began feeding a traditional filming amine to manage steam system corrosion. While it helped in reducing iron transport, the product increased cation conductivity levels in the condensate system, potentially masking condenser tube failures and demineralizer leakage.
Non-amine filming technologies are known to maintain low cation conductivities while delivering the same corrosion performance as traditional filming amines. Efforts to reduce their cation conductivity levels led the plant to explore non-amine filming options.
The Solution
ChemTreat recommended non-amine filming product BL9000, designed to reduce system cation conductivity levels while helping plants manage corrosion in their HRSGs during layup conditions by limiting the amount of iron transport through the system during startups.
BL9000 was applied to the feedwater of both HRSG units over a period of three months, during which the plant saw several periods of cycling and layup. The product was fed at a consistent dosage, with condensate cation conductivity levels monitored during plant operation. Additionally, iron levels were monitored during startups using Millipore filter tests.
At the end of the three-month period, the plant went into an outage, and the HRSG steam drums were inspected to evaluate the efficacy of the BL9000 treatment program.
The Results
During the trial period, a significant decrease in cation conductivity (0.7–0.8 µmho) was observed, allowing the plant to better monitor for condenser leaks and evaluate the effectiveness of the new program.

0.7 µmho decrease in cation conductivity observed during the facility’s longest run period at the time of the BL9000 trial.
Throughout the three-month trial period, Millipore filter tests conducted during plant startups consistently showed less than 10 ppb iron in the high-, intermediate-, and low-pressure drums as well as the condensate system.

Millipore filter test results showing <10 ppb iron for two consecutive plant startups
As one of the key performance indicators (KPIs) for film-forming product effectiveness, this result demonstrates continued effectiveness in steam system corrosion protection during layups, which can decrease downtime associated with equipment failures.
The steam drum inspection showed that BL9000 had formed a protective film, causing water to bead on the mild steel surfaces within the steam drums, thus reducing iron corrosion.

BL9000 protective film formation on the mild steel surface within the low-pressure steam drum.
Based on the significant reduction in cation conductivity and the continued low levels of iron detected during startups, the plant has elected to adopt BL9000 non-amine technology as their preferred treatment program for their HRSGs.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Combined Cycle Power Plant Reduces Condensate Cation Conductivity with Non-Amine Filming Technology appeared first on ChemTreat, Inc..
]]>The post Hospital Improves Cooling Treatment Program Storage and Handling While Meeting Environmental Goals appeared first on ChemTreat, Inc..
]]>A hospital in Virginia was using a traditional liquid cooling treatment program to manage corrosion, deposition, and fouling in their system. However, the presence of large containers of corrosive chemical on-site was causing storage and handling concerns.
The Solution
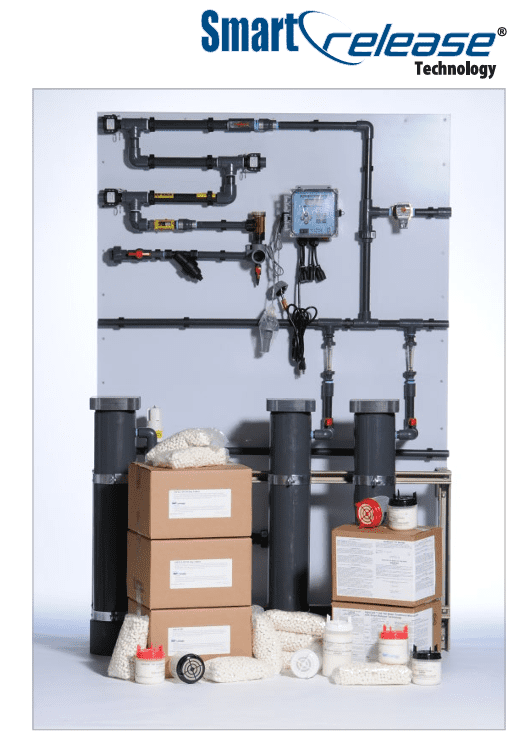
Based on recommendations from ChemTreat, hospital personnel decided to switch to Smart Release® solid cooling treatment technology to reduce chemical handling and storage requirements while maintaining system corrosion, scale, and fouling at appropriate levels to preserve assets and system efficiency.
The Results
The Smart Release inhibitor treatment system was installed with canister feeders to apply the solid products, replacing the liquid cooling corrosion inhibitors and oxidizing and nonoxidizing biocides.

Switching to Smart Release® provided the following benefits to the hospital:
- The patented polymer coating on Smart Release tables controls the release of chemical, so product is fed only when the cooling tower is running and the feeder has flow. When flow stops, the osmotic pressure gradually equalizes to pause chemical feed. This enables treatment to be applied without using electrical pumps, saving on energy use.
- Transportation fuel consumption was reduced, as over 650 pounds of liquid cooling treatment were replaced with 100 pounds of Smart Release chemical.
- With 100% recyclable packaging and feeders made of recycled materials, the Smart Release program helped the hospital achieve environmental goals. Smart Release even improved the facility’s LEED rating.
- The consistency of product feed reduced the frequency of testing, freeing up personnel for other projects.
Based on the success of this program, hospital personnel decided to convert five other sites to Smart Release.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Hospital Improves Cooling Treatment Program Storage and Handling While Meeting Environmental Goals appeared first on ChemTreat, Inc..
]]>The post ChemTreat Helps Medical Facility Solve Instrument Corrosion Issues appeared first on ChemTreat, Inc..
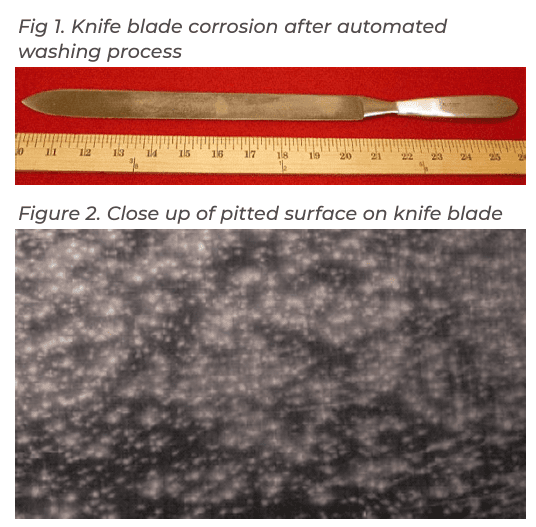
]]>A hospital system had a very serious problem with staining and corrosion on reusable medical instruments caused by the cleaning and sterilization process. This particularly affected specialized knives. The problem was so severe that surgeries were interrupted, postponed, and even canceled until properly prepared instruments could be made available to the surgeons.
Figure 1 shows a corroded amputation knife after going through the automated washing process prior to sterilization. Since the knife blade was corroding but not the handle, it was determined the chromium content of the blade was not sufficiently resistant to corrosion. In addition to pitting corrosion, the surface was found to have clusters of mineral deposits.
The first three of the four automated washing stages used unsoftened tap water. The final rinse stage used demineralized water, but only rinsed for ten seconds.
The Solution
Based on ChemTreat’s recommendations, the facility instituted the following changes in the wash cycle:
- More attention paid to the pre-wash steps.
- Purified water incorporated earlier in the washing procedure.
- Water source quality maintained at appropriate levels to reduce corrosion.
ChemTreat also recommended switching to blades made with a more corrosion-resistant alloy.
Thanks to these improvements, the facility was able to solve their issues with medical instrument corrosion while improving the sterilization process overall.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post ChemTreat Helps Medical Facility Solve Instrument Corrosion Issues appeared first on ChemTreat, Inc..
]]>The post University Medical Complex Saves $500k in Annual Water Costs with ChemTreat Program appeared first on ChemTreat, Inc..
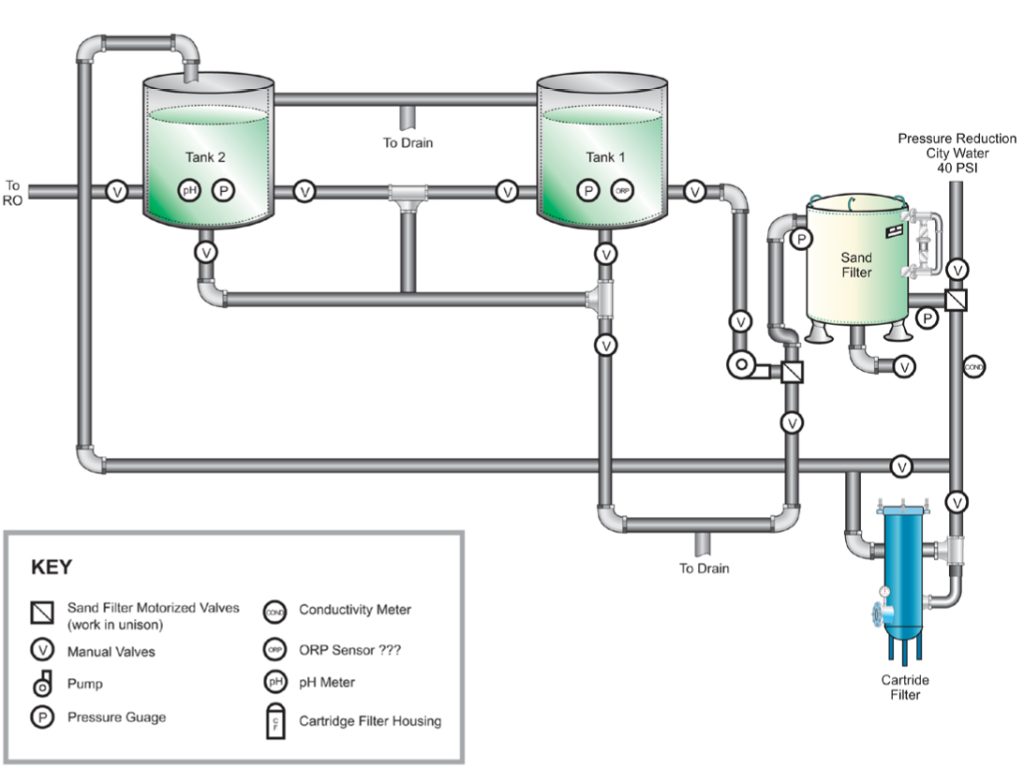
]]>A major university medical complex needed to replace more than a dozen aging cooling towers and add ten new buildings, all while transitioning to a centrally located chiller plant.
As part of this new system, the facility wanted makeup water to come from five sources, each with varying water quality properties:
- City water
- Available creek water
- Collected rainwater
- Retrieved condensate
- Reused, RO-filtered blowdown water
Facility personnel were also looking to save on costs and improve the sustainability of their water treatment program by extending the life of RO membranes and pre-filter cartridges, improving system monitoring, and reducing scale and corrosion.
The Solution
The previous process was not capable of handling a new 32,000-ton centralized plant using multiple makeup water sources.
The university partnered with ChemTreat for in-depth expertise and on-site support with this project.
After a thorough system evaluation, the ChemTreat team provided a list of recommendations and worked with the university to implement the improvements.
ChemTreat’s recommendations included:
- Repositioning a sand filter in relation to the RO filtration system.
- Adding 1-micron filters to supplement the 5-micron filters for suspended solids removal (a limiting factor for RO membrane efficiency) to extend filtration run duration between cleanings.
- Implementing CTVista® intelligent water management software to solve communication issues.
- Enhancing the cooling treatment program to manage the variable water quality of five different makeup sources.
The Results
Redesigned Pretreatment Process
- Pretreatment cartridge life extended from three days to over a month.
- Off-line cleaning times reduced from five hours four times per week to just three hours every three weeks, reducing downtime, system disruptions, and costs.
CTVista Monitoring System Implementation
Thanks to the installation of CTVista, all team members with data access could write reports and other observations within a centralized system, allowing all program participants to review data and determine the appropriate course of action.
Cooling Treatment Program Enhancements
- Biocide program improvements reduced bacteria counts from 103 cfu/mL to 102 cfu/mL.
- A consistent corrosion rate of <0.1 mpy established.
- Conductivity maintained at a consistent level throughout multiple water sources.
Water Savings
With ChemTreat’s support, the university was able to save over $500,000 per year in water costs thanks to improvements to its water treatment processes.
Annual water savings from reclamation projects:
- >12 million gallons of condensate
- >20 million gallons of creek water
- >25 million gallons of recovered blowdown
Results are examples only. They are not guaranteed. Actual results may vary.
The post University Medical Complex Saves $500k in Annual Water Costs with ChemTreat Program appeared first on ChemTreat, Inc..
]]>The post Fractionation Plant Reduces Cooling System Biofouling with SurfClean™ 2.0 appeared first on ChemTreat, Inc..
]]>Process leaks in a fractionation plant’s cooling water system were leading to increased microbiological growth, necessitating increased amounts of bleach feed to maintain control. The fill in one tower was so plugged up with biological fouling that water and air flow were significantly impacted.
The quality of the makeup water used in the cooling towers presented an additional treatment challenge. The water contained hydrocarbons and microbes, and the ORP could reach as low as -200 mV, making it more difficult to treat effectively.
The Solution
Seeking to improve bleach performance and reduce the microbiological fouling occurring in the system, the facility began a trial of ChemTreat’s patented SurfClean 2.0, an innovative solution designed to address microbial fouling issues.
The local ChemTreat team set up a pump with a timer to slug feed SurfClean 2.0 twice per day. The team used a Teflon tee to mix bleach and SurfClean 2.0 at the optimum ratio and pumped the mixture into the tower basin through a short 10-foot tubing run.
tee to mix bleach and SurfClean 2.0 at the optimum ratio and pumped the mixture into the tower basin through a short 10-foot tubing run.
The facility was able to eliminate the feed of separate antifoam and surfactant treatments, as both are contained within the SurfClean 2.0 formula.
The Results
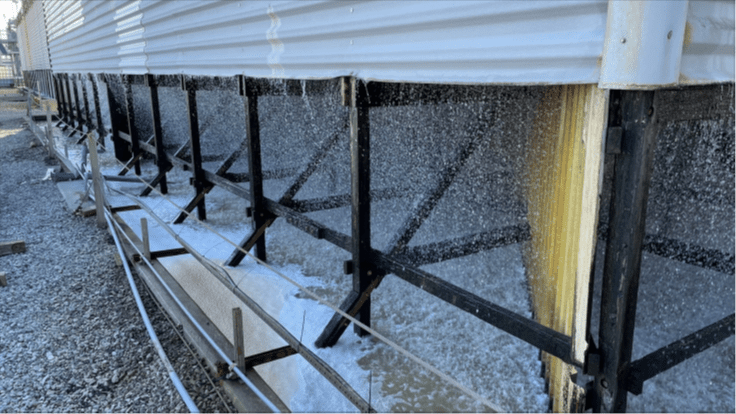
At the start of the SurfClean 2.0 treatment program, the tower screens required daily cleaning to remove biofouling released from the tower surfaces, which had accumulated during the previous treatment program.
At the beginning of the trial, SurfClean 2.0 flushed out biofouling accumulated during the previous treatment program.
After three months of using SurfClean 2.0, the air flow in the cooling towers increased, the water flow through the tower fill was more uniform, and biological growth in the fill was significantly reduced.
While the cooling water routinely contains 0 ppm of free chlorine because of process leaks, the total residuals are robust, with over 1.3 ppm of total chlorine being a typical reading. Dip slides used to monitor microbiological fouling showed no growth (<102 cfu/mL).
The poor makeup water quality in this system presented significant treatment challenges, but the application of SurfClean 2.0 resulted in improved water flow through the tower and reduced microbiological populations in the system while cleaning the tower fill.
Back corner of the cooling tower basin before the trial.
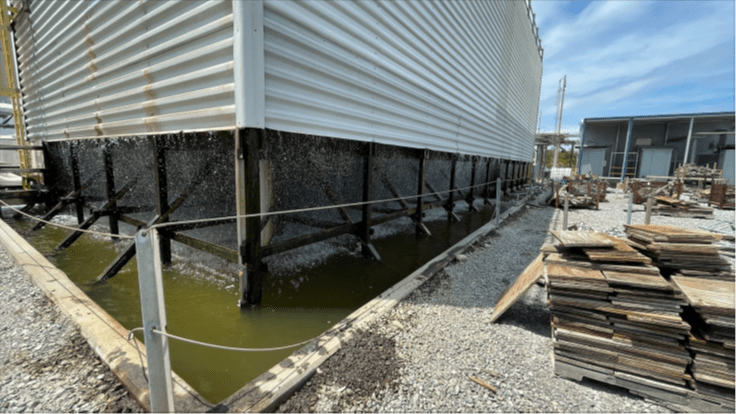
Back corner of the cooling tower basin two months into the trial. The water fall and wind circulation improved after SurfClean 2.0 application, indicating cleaning of the cooling tower fill.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Fractionation Plant Reduces Cooling System Biofouling with SurfClean™ 2.0 appeared first on ChemTreat, Inc..
]]>The post Industrial Complex Saves Over $7M with ChemTreat Treatment Program and Intelligent Water Management appeared first on ChemTreat, Inc..
]]>In 2013, ChemTreat initiated a water quality evaluation for a 22,000-gpm river water clarification system supplying water to an industrial complex in the Southern U.S.
The following challenges were identified during the evaluation:
- The existing inorganic coagulant/caustic program did not provide optimal total suspended solids/total dissolved solids (TSS/TDS) control for the influent river water.
- Historical effluent quality issues caused by ineffective clarification resulted in high TSS, aluminum post precipitation, and high colloidal silica in the treated water. This then created performance and reliability issues throughout the facility.
These issues caused plant management to consider capital replacement of the water plant at an estimated cost of $30M.
The Solution
After a thorough system survey, ChemTreat developed and implemented an action plan to address water quality issues in a cost-effective manner with a focus on continuous improvement, innovative automation, training, and data analysis.
Highlights of the improvement plan and treatment program included:
- Coagulant chemistry upgraded and caustic usage eliminated, lowering chemical costs and improving color and turbidity removal, and overall quality to record levels.
- Sludge generation reduced by 90%.
- Regular operator trainings implemented to empower operators to identify and mitigate water quality issues.
- Special projects completed, including a demineralizer optimization study, chemical feed automation, water balance, distribution system corrosion control, and power condenser efficiency modeling.
- ChemTreat’s CTVista®+ intelligent water management platform integrated into the plant’s water system to collect and analyze water plant data, allowing for data dissemination to plant management via daily scorecards.
- Standard operating procedures, control ranges, and testing procedures updated with plant management.
- Weekly project meetings with plant management adopted to identify and implement key projects for improving operations and reducing total costs.
The Results
The extensive water management program was developed, implemented, and continues to be overseen by the local ChemTreat team and Polymer Technical Staff, with a combined 220 years of water treatment experience.
ChemTreat’s customized and innovative approach to the facility’s water treatment program achieved substantial savings for the customer:
$30M in capital savings (estimated cost of replacing the water plant)
$1.3M in annual savings
$7.2M total savings from 2017 to 2023
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Industrial Complex Saves Over $7M with ChemTreat Treatment Program and Intelligent Water Management appeared first on ChemTreat, Inc..
]]>The post Chemical Processor Reduces Water and Chemical Usage with Custom Chlorine Dioxide RO Cleaning Program appeared first on ChemTreat, Inc..
]]>A chemical processing facility on the Gulf Coast used bleach, bisulfite, and DNBPA to slow biofilm growth on the membranes in their reverse osmosis plant.
The high organic content and the alkaline pH of the supply water resulted in high disinfection chemical feed rates.
Typical run times between membrane cleanings was 2–4 weeks, using a lot of RO permeate and cleaning products and contributing to a high level of trihalomethanes (THMs) leaving the RO system.
The Solution
The facility worked with their local ChemTreat team to develop a chlorine dioxide (ClO2) program to replace bleach and DNBPA treatment at the RO plant.
The new treatment program significantly reduced the amount of bleach, DNBPA, bisulfite, and RO cleaning chemicals needed to maintain membrane cleanliness and extend run times. Cleanings now only take place once every 3 months.
The Results
Thanks to the new ClO2 program and the subsequent reduction in membrane cleanings, the facility was able to cut treatment chemical usage by almost 80%.
Permeate used for membrane cleanings was reduced by 50%.
Implementing the ClO2 program has resulted in the following annual savings associated with membrane cleaning:
- 144,000 gallons of permeate
- 85,000 gallons of treatment chemicals
- $550,000 in approximate annual costs
Manpower requirements and waste generation were reduced thanks to the decreased frequency of cleanings.
The enhancement of the treatment program also resulted in an 80% reduction of THMs (disinfection byproducts) leaving the RO system, helping the plant achieve their environmental goals.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Chemical Processor Reduces Water and Chemical Usage with Custom Chlorine Dioxide RO Cleaning Program appeared first on ChemTreat, Inc..
]]>The post Manufacturing Facility Saves on Chemical Costs and Water Usage with Demineralizer Improvements appeared first on ChemTreat, Inc..
]]>A manufacturing facility in the Southwestern US runs city water through a series of zeolite softeners, multi-media filters, activated carbon, reverse osmosis, and four mixed bed demineralizers.
The demineralizers were not operating at their full capacity, leading to poor regeneration and impacting the facility’s efficiency and production.
After observing a regeneration in one of the demineralizers, the ChemTreat team identified several issues, including:
- Incorrect resin levels
- High backwash flow rates
- Elevated levels of caustic and acid usage
- Lack of visible separation of the anion and cation resins after backwash and settling
The Solution
After a thorough inspection, the local ChemTreat team provided a list of recommendations to improve demineralizer operations.
- Program the control system to adjust flow for each step of the demineralization process.
- Replace resin or separate it to determine the correct amount of anionic and cationic resin in all four vessels.
- Adjust acid and caustic pumps to feed the correct amount of each during regenerations.
- Repair the air flow rotameter.
- Develop a log sheet to allow operators to routinely audit regenerations, monitoring air and water flow, valve positions, anion/cation separation, acid and caustic concentrations, and rinse down conductivity.
The Results
Based on ChemTreat’s recommendations, facility management took the following steps to improve demineralizer operation:
- Purchased new resin.
- Performed extensive repairs on the vessels to reduce resin loss.
- Added resin to the beds and regenerated the resin manually.
- Correctly programmed the water flow automation process.
These improvements dramatically improved the function of the mixed bed demineralizers.
Estimated Annual Savings from System Repairs and Enhancements
$71k in caustic and acid costs
651K gallons of water required for regenerations
282 hours of operator time needed for regenerations and rinses
64% reduction in chemicals pumped into the facility
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
Featured Resource

ChemTreat’s Membrane Laboratory
ChemTreat’s state-of-the-art reverse osmosis laboratory located in San Diego, California offers a complete array of laboratory services to improve membrane performance and develop new formulations for specific applications. The lab performs membrane autopsies, which include in-depth analytical testing, results interpretation, reporting, and recommendations.
Read MoreThe post Manufacturing Facility Saves on Chemical Costs and Water Usage with Demineralizer Improvements appeared first on ChemTreat, Inc..
]]>The post Refinery Saves $90K and 5.6M Gallons of Water Annually with RO Monitoring Enhancements appeared first on ChemTreat, Inc..
]]>A refinery on the Gulf Coast was experiencing performance issues in their reverse osmosis (RO) system. The RO was struggling to provide sufficient water to run through the boilers, and any further decreases in performance would have required the refinery to reduce production rates.
The Solution
The local ChemTreat team began inspecting the refinery’s RO units monthly to track issues and identify improvement opportunities.
During one of these inspections, the ChemTreat team noted a dramatic increase in the permeate conductivity in several pressure vessels. Refinery personnel repaired the vessels, lowering the total conductivity from 122 to 52 µmhos, a 57% decrease.
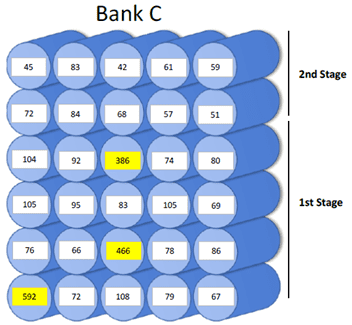
Diagram showing the pressure vessels with high conductivity.
During the same inspection, the RO permeate tank conductivity decreased by 51 µmhos in just three days, showing the positive impact of repairs on water production capability.
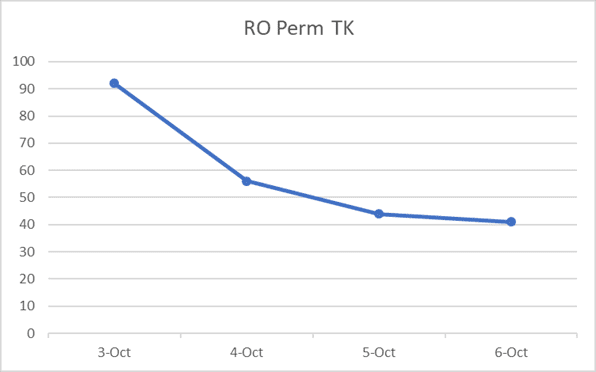
Trend chart illustrating the dramatic decrease in permeate tank conductivity.
The Results
By quickly taking action to repair the pressure vessels, refinery operators significantly improved demineralizer throughputs, saving on acid and caustic costs. The reduction in water used for regenerations additionally saved on treatment costs for water being sent to the sewer.
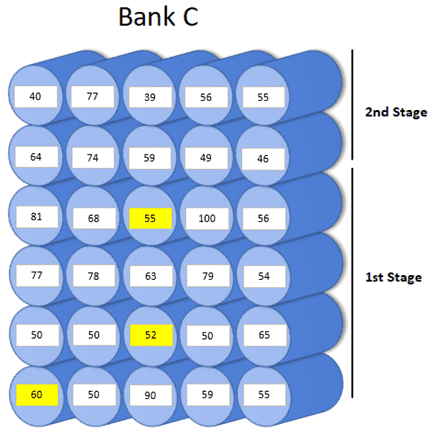
Diagram of pressure vessel conductivity after repairs were made.
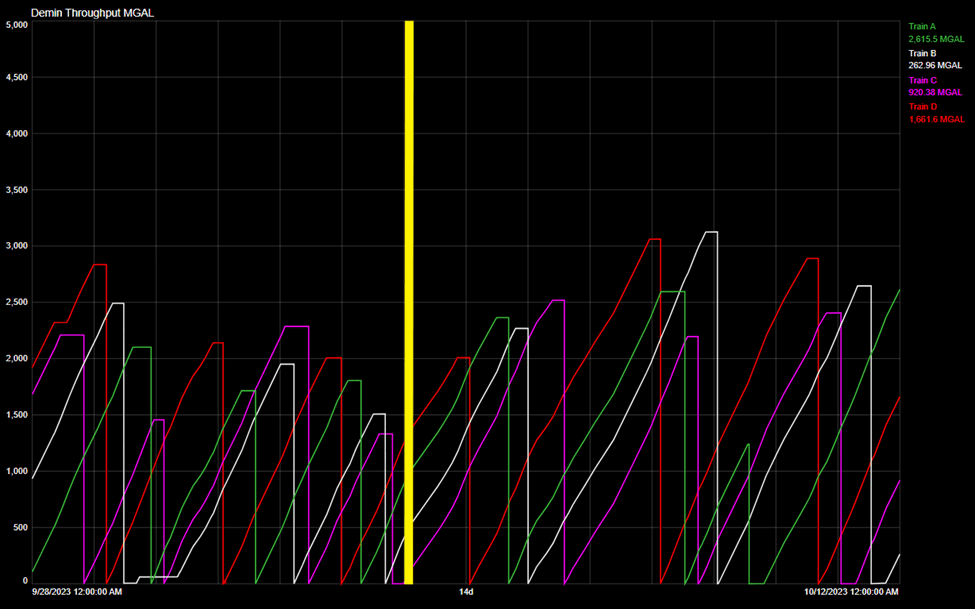
Trend chart tracking demineralizer throughputs, which is heavily influenced by RO permeate quality. The yellow line indicates the date of repairs, with throughputs increasing after repairs were completed.
The RO system improvements made after ChemTreat’s inspection yielded the following benefits to the refinery:

$90,000 in approximate annual savings on regenerant chemical costs
57% decrease in total RO conductivity
5.6 million gallons less regeneration water being sent to the sewer annually
Results are examples only. They are not guaranteed. Actual results may vary.
The post Refinery Saves $90K and 5.6M Gallons of Water Annually with RO Monitoring Enhancements appeared first on ChemTreat, Inc..
]]>The post Major Hospital System Improves Cooling System Monitoring and Control with Smart Release® Second Generation Solid Treatment Technology appeared first on ChemTreat, Inc..
]]>A major hospital system on the East Coast runs a 2,400-ton chiller as part of its cooling system. The chiller water was treated with conventional solid technology, which lacked the capability to monitor and control chemical feed and manage inventory.
As part of their Water Safety Management program, the customer was looking for a way to control the dosing of solid oxidizing biocide to maintain optimum biocontrol in their cooling system.
The Solution
ChemTreat collaborated with Dober to install the second generation of Smart Release (SRG2) solid cooling treatment technology at the customer site.
An SRG2 skid with three solid product feeders was installed, along with an automation panel for control and monitoring. The panel has the capability to track key performance indicators such as conductivity, PTSA, pH, and ORP.
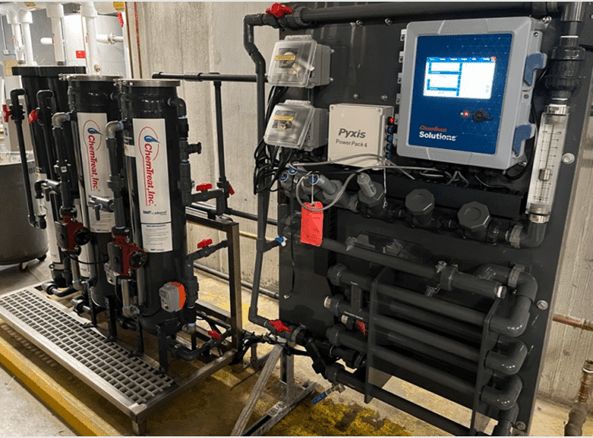
SRG2 skid installed at the customer site, including enhanced automation and control for product dosing capability
Additionally, a fourth feeder was included in the skid for supplementing azole-based corrosion inhibitor. An ORP probe-based biocide dosing capability was provided to meet the customer’s treatment needs.
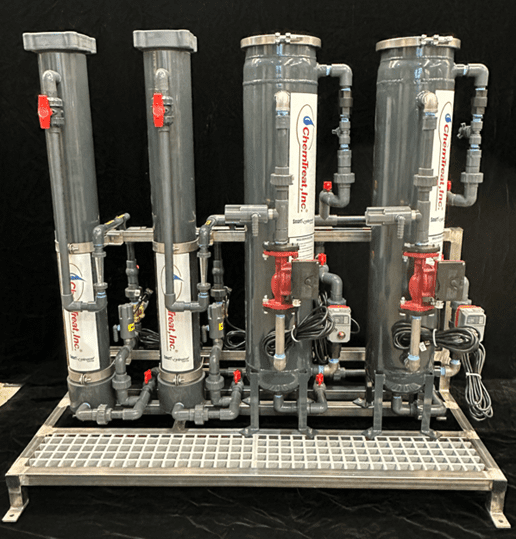
A fourth feeder was installed in the skid to supplement the azole-based corrosion inhibitor
The Results
KPI trends were collected and shared through daily CTVista®+ reports, and bi-weekly water sampling analyses reports were tracked for performance tracking purposes.
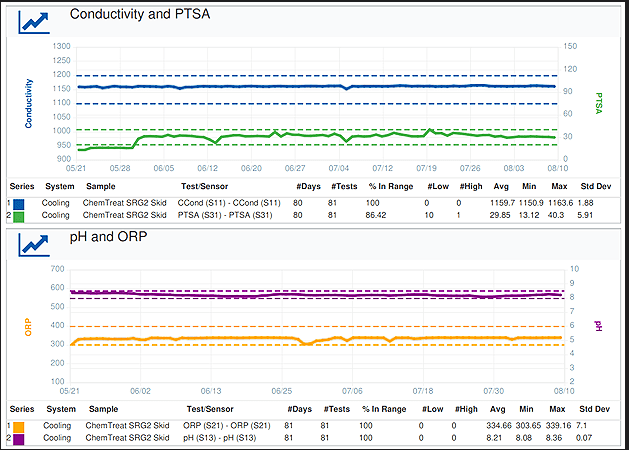
Cooling system trends from the customer’s daily summary report generated in CTVista+
The installation of the SRG2 skid helped control the product dosing through PTSA. The ORP-based biocide dosing showed good microbiological control in the cooling water.
This new solid cooling treatment technology allowed the customer to control product dosage more precisely, successfully reducing microbiological fouling.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Major Hospital System Improves Cooling System Monitoring and Control with Smart Release® Second Generation Solid Treatment Technology appeared first on ChemTreat, Inc..
]]>The post Paper Mill Reduces Caustic Usage and CO<sub>2</sub> Emissions with ChemTreat Reverse Osmosis Solutions appeared first on ChemTreat, Inc..
]]>The Problem
A paper mill in the Southeastern US uses water from several wells with high silica and total alkalinity. The well water is treated with a demineralizer system consisting of a cation unit, degasifier, and an anion unit. The anion unit required 15,000 pounds of caustic per day for regeneration. As the cost of caustic increased, the plant was looking for ways to economize.
The Solution
In addition to the demineralizer, the mill has a two-pass reverse osmosis (RO) unit capable of producing 500 gpm of permeate. The unit had been shut down because of fouling issues.
After surveying the RO and analyzing the well water, ChemTreat proposed a cost savings project to reduce caustic usage by 26%.
The Results
Reactivating the RO system and changing it from a two-pass setup to two separate units allowed the plant to produce 950 gpm of permeate to blend with the well water. Having two ROs in operation also extended the demineralizer’s throughput from 1.2 to 1.62 million gallons, reducing the number of daily regenerations from 4.32 to 3.2. This resulted in a daily savings of 3,920 pounds of caustic, or 1.43 million pounds per year.
Reactivating the RO units also reduced the total alkalinity in the degasifier, eliminating 1,311 pounds of carbon dioxide per day, contributing to the plant’s environmental stewardship goals.
- 450 gpm increase of permeate produced per day
- 420,000 gallons of demineralizer throughput added per day
- 1.43 million pounds of caustic saved per year
- 1,311 pounds of CO2 emissions eliminated per day
Results are examples only. They are not guaranteed. Actual results may vary.
The post Paper Mill Reduces Caustic Usage and CO<sub>2</sub> Emissions with ChemTreat Reverse Osmosis Solutions appeared first on ChemTreat, Inc..
]]>The post Industrial Manufacturer Saves $250,000 per Year with ChemTreat Service Water Corrosion Treatment Program appeared first on ChemTreat, Inc..
]]>An industrial manufacturer in the Southern US uses clarified river water for their process and utilities systems. This clarified service water is distributed through the facility in mild steel, stainless steel, and copper pipes.
In 2018, ChemTreat replaced a zinc/phosphate dispersant program to improve mild steel corrosion rates and help the facility meet its environmental goals. The replacement program saved over $100,000 in annual treatment costs.
In 2020, the facility approached ChemTreat regarding their decades-long issue with a high copper failure rate in HVAC units using service water for cooling. The issue cost the plant approximately $400,000–$450,000 per year in equipment replacement, efficiency loss, and cleaning costs.
The Solution
The local ChemTreat engineering service team partnered with ChemTreat R&D, analytical lab, technical staff, and product management to troubleshoot the copper corrosion issue and design a custom treatment program suited to the facility’s needs.
The following plan was implemented over an 18-month period:
- Copper corrosion coupons installed in the service water to measure baseline copper corrosion rates without treatment.
- ChemTreat’s lab analyzed the failed copper taken from several HVAC units to investigate the corrosion process.
- ChemTreat’s R&D conducted an extensive laboratory evaluation, testing different corrosion inhibitors at different operating conditions. A specific chlorine-resistant copper corrosion inhibitor was selected based on its superior cost-effective performance over other treatment options.
- A continuous copper corrosion probe was installed to measure the system corrosion rate and correlate copper corrosion to pH, conductivity, ORP, and temperature. The water temperature was found to the dominant factor influencing service water copper corrosion.
- A pilot site was set up to confirm the efficacy of the new treatment. Over a six-month period, the copper corrosion inhibitor was tested under all service water conditions to confirm dosage rates and the resulting copper corrosion levels.
The Results
After the application of the copper corrosion inhibitor, service water copper corrosion control is the best ever documented at this customer site.
Since applying ChemTreat’s treatment product, the facility has maintained copper corrosion rates at the desired range, saving $150,000 in annual operational costs.
Service water corrosion now meets the defined key performance indicators. Savings associated with both ChemTreat’s mild steel and copper corrosion treatment programs resulted in a $250,000 annual reduction in total cost of operation for the plant.
Results are examples only. They are not guaranteed. Actual results may vary.
The post Industrial Manufacturer Saves $250,000 per Year with ChemTreat Service Water Corrosion Treatment Program appeared first on ChemTreat, Inc..
]]>The post ChemTreat Solves Can Quality Problems for Major Brewery appeared first on ChemTreat, Inc..
]]>A large Midwestern brewery was experiencing classic can dome staining in two of its can lines, which had become an increasing issue due to the implementation of water conservation measures that introduced inconsistencies in water quality. These inconsistencies caused increased retention times in the pasteurizer and difficulties keeping contaminants out of the pasteurizer. In addition, a blue-green sticky mass appeared on the suction box screens and internal walls of the pasteurizer.
The Solution
ChemTreat’s R&D lab studied a sample of the blue-green mass with FTIR analysis and found that the major components were conveyor lube, can necker lube, and can overcoat varnish. In addition, two components of the corrosion inhibitor were precipitating in the pasteurizer water. Further testing showed that the blue-green mass was consuming the polymer.
ChemTreat recommended countermeasures to reduce organic matter buildup in the heat and hold zones. The pasteurizers were taken off-line and fully cleaned with pressure washers to remove all of the organic deposit. In addition, ChemTreat provided a reformulated, custom product suitable for the more severe conditions of the pasteurizer.
The Results
After the pasteurizers were cleaned and ChemTreat’s newly reformulated product was applied, the can staining disappeared and no further problems were seen. Even after six months, the can staining issue has not resurfaced.
ChemTreat used its to expertise to help the manufacturer understand how specific components were impacting pasteurizer performance and can finish. This understanding allowed the manufacturer to select a better overcoat varnish to improve can quality.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post ChemTreat Solves Can Quality Problems for Major Brewery appeared first on ChemTreat, Inc..
]]>The post Refinery Reduces Costs and Improves Environmental Impact with ChemTreat’s PUREFloc™ appeared first on ChemTreat, Inc..
]]>A large U.S. oil refinery wanted to reduce coagulant costs in their wastewater processing units while improving their environmental impact. This refinery has five different coagulant applications as part of its wastewater processing.
The Solution
ChemTreat recommended its PUREFloc product line as a replacement for the traditional polyDADMAC/PAC blend being used at the site. PUREFloc coagulants are naturally occurring polymers that remove oil from wastewater more effectively than synthetic organic alternatives while reducing polyaluminum chloride usage.
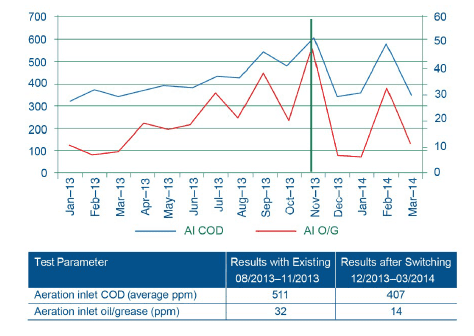
Aeration Inlet COD and Oil/Grease Before and After PUREFloc Application
The Results
Applying PUREFloc successfully reduced aeration inlet chemical oxygen demand (COD) by 20%, aeration inlet oil/grease by 44%, and quarterly chemical spend by 18%. After the success of the trial, the facility began using this technology full-time.
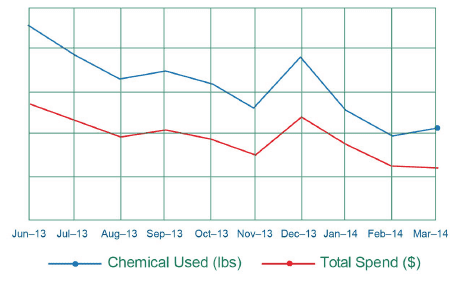
Reduction in Chemical Usage and Total Spend After PUREFloc Application
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Refinery Reduces Costs and Improves Environmental Impact with ChemTreat’s PUREFloc™ appeared first on ChemTreat, Inc..
]]>The post Reducing Corrosion in Oil Refinery Flare Gas Recovery Unit appeared first on ChemTreat, Inc..
]]>Flare gas recovery units (FGRUs) are used in refineries to limit the amount of waste gas sent to the flare, enabling facilities to treat and recover high-value fuel gas. The re-pressurization of flare gas ensures the majority of the gases are recycled to the sour fuel gas system within the plant instead of to the surrounding environment. This gas/liquid mixture circulating within the FGRU poses a unique challenge for water treatment, as corrosion rates are very high because of the presence of acidic gases.
A large Midwestern oil refinery was plagued with FGRU corrosion. In the service liquid loop, fin fan coolers and lines experienced corrosion rates as high as 59 mpy. In addition, high turbidity levels in the sour water blowdown caused deposition, contributing to equipment downtime.
The Solution
ChemTreat recommended its Gas Treatment (GT) product line specifically designed for use in refineries and sour gas industries to reduce corrosion in the refinery’s FGRU.
The Results
After the introduction of ChemTreat GT, FGRU corrosion decreased to an average of 0.45 mpy. Additionally, water clarity in the sour water blowdown significantly improved, reducing deposition in the FGRU. This treatment helped the facility reduce energy waste and meet their environmental goals.
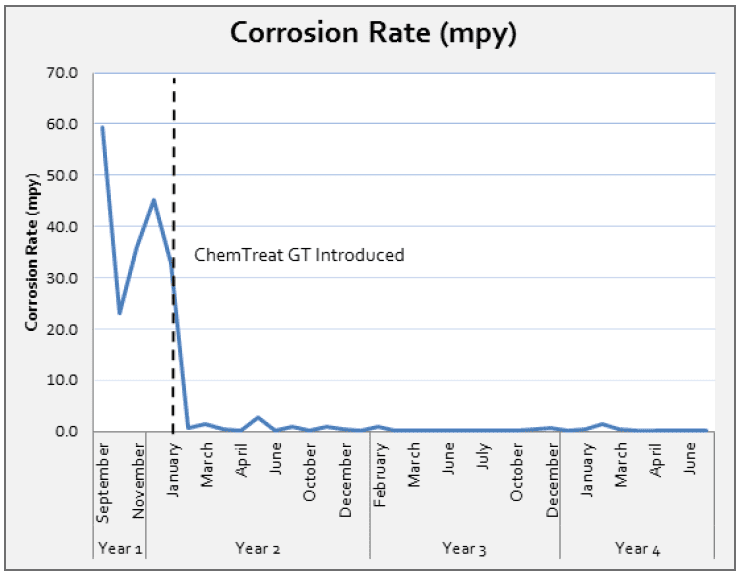
Corrosion data before and after the introduction of ChemTreat GT
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Reducing Corrosion in Oil Refinery Flare Gas Recovery Unit appeared first on ChemTreat, Inc..
]]>The post On-Line Scale Removal at Southwestern Refinery Increases Productivity by 23% appeared first on ChemTreat, Inc..
]]>A critical propane, butane, pentane, and hexane heat exchanger was not receiving sufficient cooling water to separate the pentane and hexane from the butane and propane. The higher temperatures carried over excess pentane and hexane to the distillation column, negatively influencing its performance and productivity. The customer believed the cause of the reduced performance was fouling from hardness salts that had reduced the water flow to 3.75 gpm. The water is high-alkalinity and high– hardness, and the incoming process temperatures were exceeding 200°F. They believed low flow was a variable initiating the fouling in this exchanger.
The Solution
ChemTreat proposed an on-line cleaning solution using a proprietary cooling treatment product that drops the system to a slightly negative Langelier Saturation Index and slowly dissolves calcium carbonate and calcium phosphate while protecting copper and steel alloys. The product is traced and provides dispersants, alkalinity neutralizers, and corrosion inhibitors and is generally used for tower application at 400 to 1,600 ppm and pH 6.0 to 8.0. Typically, the cleaning is maintained at pH 6.2 to 7.5 and within normal discharge levels. In the past, cleaning needed a higher-cost inhibited urea hydrochloride-, hydrochloric acid-, or sulfamic acid-based product.
ChemTreat’s cleaning product effectively inhibits mineral scale formation and deposition through a combination of crystal modification, threshold inhibition, and liberated ion dispersion. Dosage rates were determined through targeting an exchanger effluent pH of 2.5 for the first 24 hours and increasing the pH to 6.5 after that. The product was fed into the heat exchanger inlet utilizing an injection quill to deliver the low-pH chemistry within a high-flow environment to minimize holding time in the feed line and promote product dilution. The tower pH was maintained within normal ranges for discharge.
Calcium and phosphate levels in the exchanger outlet or the tower overall are monitored with heat exchanger performance and flow to track progress. This cleaning can generally be maintained long-term with typical corrosion rates of 1 to 3 mpy at pH 6.2 to 7.5. The pH should ideally be dropped below 6.2 only on individual exchangers and not in the system as a whole.
The Results
The cleaning product performed well, removing the majority of the scale, including calcium phosphate, in the first 24 hours. This cleaning improved the flow rate over 400 percent and allowed an increase in the charge rate to the distillation column. Exit temperatures on the waterside increased from 105 to 116°F while the process side exit temperature dropped from 200 to 120°F. The program can generally be run for as short as 24 hours or extended as a permanent application in extreme conditions. Typical applications are 3 to 30 days at a tower pH of 6.2 to 7.5.

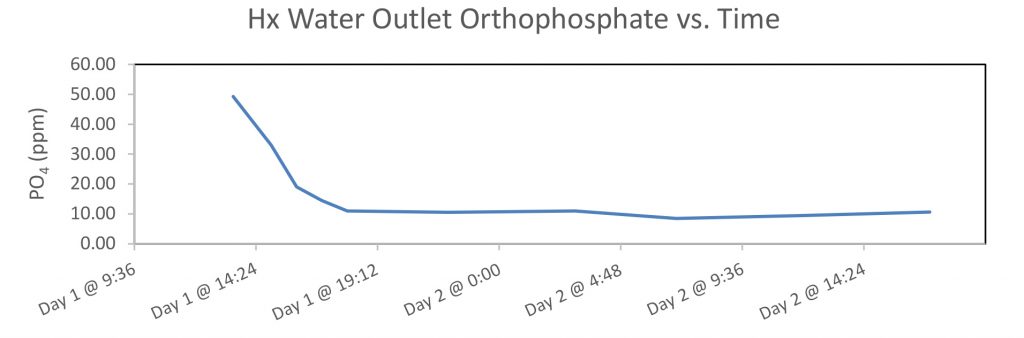
Phosphate residual was five times the background levels for the first 24 hours of the cleaning and then tapered off before the increase in pH from 2.5 to 6.5.
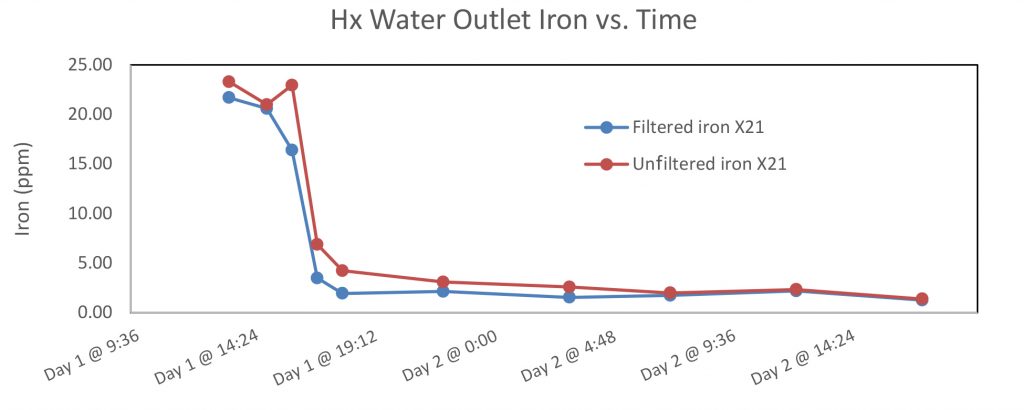
Iron followed the same pattern as phosphate, tapering off before the increase in pH from 2.5 to 6.5. The unfiltered represents the ferric ion, and the filtered represents the ferrous ion. Minimal ferric oxide was recorded during the low pH cleaning, indicating relatively low corrosion on the tube bundle
Summary
ChemTreat’s on-line process for heat exchanger cleaning provided a more effective and lower-cost alternative to industry-standard treatment at this refinery. The resulting corrosion rates were in line with industry expectations for an ongoing program using stabilized phosphate chemistry.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post On-Line Scale Removal at Southwestern Refinery Increases Productivity by 23% appeared first on ChemTreat, Inc..
]]>The post Refinery Saves $238,000 Annually with TITAN360® appeared first on ChemTreat, Inc..
]]>A refinery was experiencing high levels of corrosion in its carbon monoxide (CO) boiler for several years. The system consisted of a 507-psig boiler that produced 78 ton/h of steam with demineralized water as the makeup, a condensate return of 60%, and two turbines. The boiler was being treated with a traditional program based on phosphates/oxygen scavenger. This refinery’s ongoing corrosion problem was causing unplanned and expensive boiler shutdowns. Additionally, the operators were unable to maintain control of the fluctuating pH and high iron levels. These issues, compounded by a dramatic increase in blowdown, were having a large impact on the operating efficiency of the boiler.
The Solution
This boiler, with a high condensate return of 60% and demineralizer water as the makeup, was a suitable candidate for film-forming amine (FFA) technology. The FFA program was expected to decrease high iron levels and reduce the frequency of boiler shutdowns. An FFA trial was initiated, with the following parameters being monitored over the four months of the trial: pH, iron concentration, blowdown volume, and leakage volume.
The Results
Within several weeks, the FFA program began to dramatically decrease corrosion rates and iron levels. In the CO boiler, the iron concentration dropped more than 80% from more than 0.25 ppm to less than 0.05 ppm. Additionally, the pH, which had a tendency to fluctuate from 9.8 to 10.1, was stabilized to a consistent value above 10. Figure 1 summarizes the iron concentration reduction and pH stabilization during the trial. The program also increased the operating efficiency of the boiler, with a blowdown reduction of 75%.
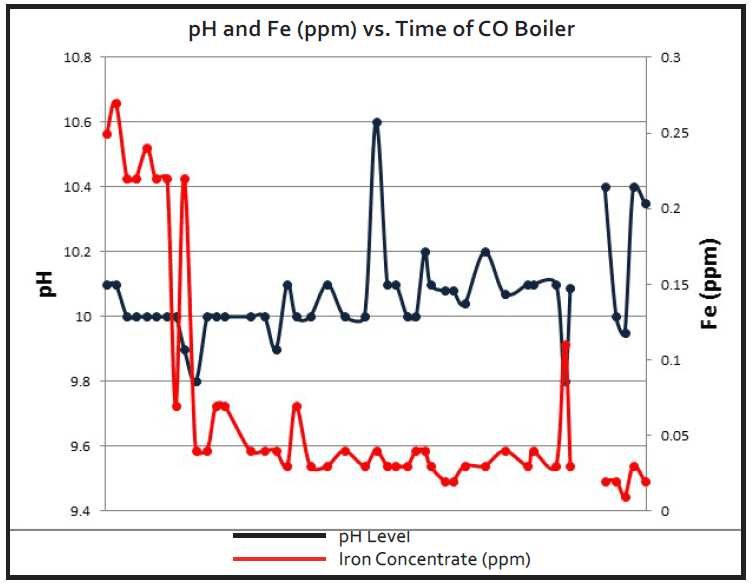
Figure 1: Iron concentration (ppm) and pH values of CO boiler over time
Summary
While the annual water treatment savings annualized to $238,000, the plant also realized further savings in a reduction of energy and maintenance costs. The plant saved money with fewer boiler shutdowns and increased its boiler efficiency significantly.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Refinery Saves $238,000 Annually with TITAN360® appeared first on ChemTreat, Inc..
]]>The post Reducing Corrosion with Fluorescent-Traced Film-Forming Amine Program at an Ethanol Plant appeared first on ChemTreat, Inc..
]]>A Midwestern ethanol plant was applying an older generation filming amine in combination with a neutralizing amine in their boiler and condensate systems. This program did not maintain iron levels to the plant’s specifications, so they asked ChemTreat to find a new solution.
The Solution
ChemTreat recommended applying BL8421F, a treatment that combines next-generation film-forming amine (FFA) with a specialized polymer, neutralizing amines, and a fluorescent dye.
BL8421F offers extensive benefits compared to its predecessor:
- Develops a more adherent film, is more volatile, can be measured more accurately, tolerates a larger pH range
- Passivates tube surfaces, inhibits corrosion, and makes deposits less adherent
- Transports precipitating hardness and iron more effectively, lowering deposit buildup during excursions
- Tracks feedwater changes with fluorescent dye so feed rates can be adjusted accordingly
The plant decided to run a trial application of BL8421F, focusing on minimizing iron in the condensate and feedwater while cleaning up existing deposits in the system.
The Results
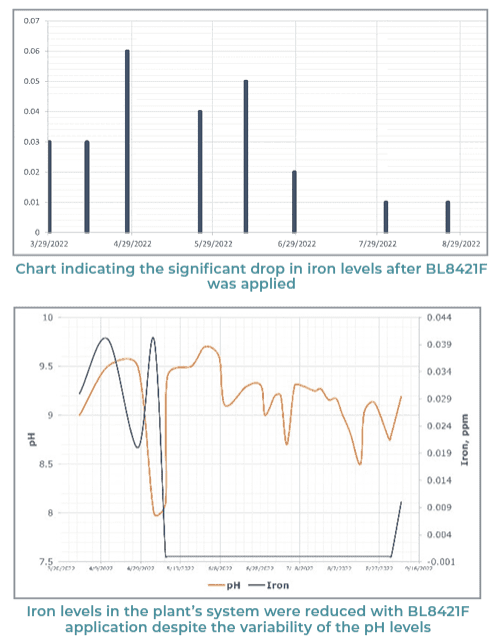
After a month of feeding BL8421F, the condensate iron became undetectable even though the pH fluctuated between 8.0 and 9.7.
One month later, boiler feedwater iron declined to <0.02 ppm and was trending at <0.01 ppm several months later when the system was opened up for an inspection during an outage.
Two months into the trial, the steam drum had a coarse black iron oxide layer, indicating that the metal was not fully passivated and actively corroding.
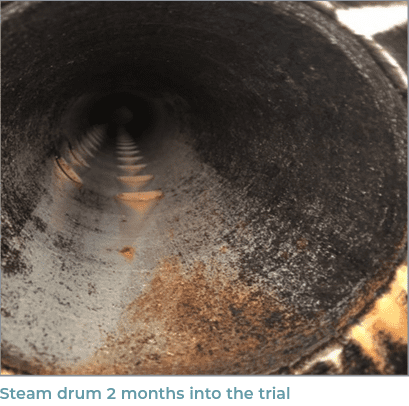

Several months later, the iron was transformed into a fine powder tightly adhering to the drum, indicating that corrosion had been arrested and the drum surface passivated.

The mud drum and the deaerator exhibited similar results during the inspection.
Five months into the trial, the ethanol facility had a passivated boiler with reduced deposition. pH and fluorescence measurements confirmed the accuracy of the feed rate under variable conditions.
Pleased with the results of the trial, the facility plans to continue using the FFA program in their water treatment process.
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Reducing Corrosion with Fluorescent-Traced Film-Forming Amine Program at an Ethanol Plant appeared first on ChemTreat, Inc..
]]>The post Lipesa® Technology Reduces Oil Field Sludge Generation, Saving a Hydrocarbon Company $10k per Month in Transportation Costs appeared first on ChemTreat, Inc..
]]>A hydrocarbon company with operations in the Eastern Plains and southern Colombia chemically treats its wastewater effluent before discharging into a local river to comply with environmental regulations.
Water treatment consists of a clarification method to generate flocs that can be decanted into oxidation pools. As the oxidation pools become saturated with the decanted flocs, wet sludge recovery is performed in a decanter followed by a drying riverbed.
The plant was struggling with the following challenges in their wastewater treatment process:
- The size of the decanter and drying riverbed were insufficient to treat the volume of waste generated.
- Very limited residence time prevented at least 30% of the water from being removed in the drying riverbeds, causing increased transportation costs as more trucks were needed to remove the wet sludge from the field.
The Solution
To help the customer improve their sludge dewatering process, Lipesa (part of the ChemTreat family of companies) conducted a complete audit process and proposed a customized effluent treatment solution:
- Use of LIPESA 1564 to dehydrate and compact the sludge
- Development of a specific protocol to take advantage of existing equipment and avoid additional investments and costs.
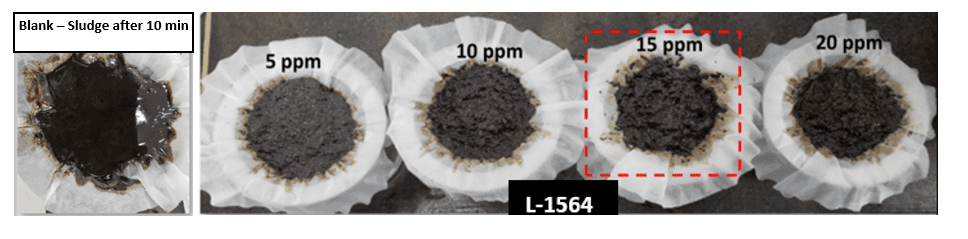
Product Dosage Selection
The Results
Thanks to the implementation of the Lipesa treatment program, the facility saw the following improvements:
- 57% decrease in the volume of waste generated (barrels per month)
- 77% increase in efficiency of the dehydration of sludge recovered from oxidation pools
- 10,000 USD per month saved thanks to the reduction in vacuum trucks needed to remove the dry sludge
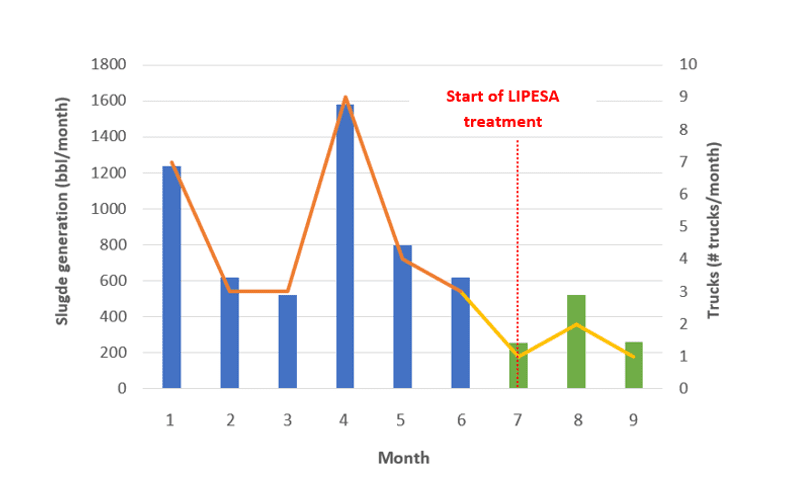
Field Implementation: Sludge Volume Reduction
Download the Case StudyResults are examples only. They are not guaranteed. Actual results may vary.
The post Lipesa® Technology Reduces Oil Field Sludge Generation, Saving a Hydrocarbon Company $10k per Month in Transportation Costs appeared first on ChemTreat, Inc..
]]>